




































































آموزش لحیم کاری – قسمت اول
آموزش لحیم کاری – قسمت دوم
آموزش لحیم کاری – قسمت سوم
لحیم (SOLDER) :
اصلی ترین ماده مصرفی در تولید صنعت الکترونیک لحیم میباشد که در شکل های، سیم، مفتول و یا شمش میباشد که با توجه به نیاز مصرف کننده در اختیار قرار میگیرد. جدا از شکل ظاهری نوع آلیاژ و در صد و همچنین ترکیب مواد تشکیل دهنده آن از جمله نکات مهمی است که با توجه به نوع صنعت و امکانات تولید بسیار حائز اهمیت میباشد.
برای سالهای متمادی ماده اصلی تشکیل دهنده لحیم را قلع (Sn) تشکیل میداد. نقطه ذوب قلع 232 درجه سانتیگراد میباشد و اصولا فلزی است گرانبها. از آنجا که کاهش درجه حرارت در پروسه لحیم کاری، با توجه به حساسیت روز افزون قطعات و کاهش هزینه های ثابت سرمایه گذاری در ابزار مصرفی، و همچنین به حداقل رساندن قیمت مواد مصرفی بسیار مورد توجه صنعت قرار داشت، لذا استفاده از آلیاژها بعنوان راه حلی مناسب پیش رو قرار گرفت. مشهورترین آلیاژ مصرفی این صنعت ترکیب دو فلز قلع و سرب بود. پر مصرف ترین آلیاژ این گروه ترکیب 63 درصد قلع و 37 درصد سرب حاصل گشت. با توجه به قیمت حدوداً ده برابری قلع نسبت به سرب ، این ترکیب ضمن پائین آوردن هزینه لحیم مصرفی درجه حرارت ذوب را نیز به 183 درجه سانتیگراد کاهش داد. این لحیم به مقدار زیادی هم با ترکیب 60 به 40 در بازار موجود استفاده میگردد.
اما چرا 63 به 37 و این ترکیب چگونه انتخاب شده. این سئوالی است که پاسخ آن در ساختار ملکولی این دو فلز در هنگام ترکیب نهفته میباشد. اصولا در یک لحیم کاری خوب که توسط اعمال حرارت جهت ذوب لحیم از جامد به مایع میباشد، ایده آل ترین حالت رسیدن از جامد به مایع بدون عبور از حالت خمیری میباشد. به شکل ذیل توجه کنید.
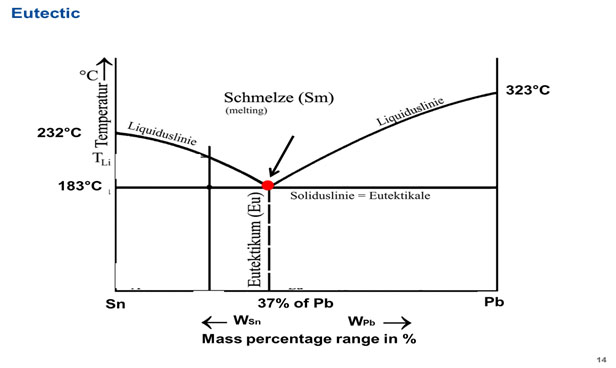
شکل 9
در شکل فوق در محور افقی درصد وزنی ترکیب به ترتیبی است که سمت راست صد در صد سرب و در سمت چپ صد در صد قلع را نشان میدهد. محور عمودی در هر طرف نیز درجه حرارت فلز مربوطه را تا نقطه ذوب آن نشان میدهد. تغییرات نقطه ذوب ترکیب با توجه به درصد ترکیب آنها به صورت منحنی ترسیم شده. لذا نقاط بالای منحنی عملا نشانگر ترکیب در حالت مایع میباشد. و حد فاصل بین خط 183 درجه سانتیگراد، یعنی محل طلا قی دو منحنی، در حالت خمیر میباشد. بنابراین چنانچه ملاحظه مینمائید نقطه ایده آل عبور از جامد به مایع در ترکیب 37 درصد سرب و 63 درصد قلع به وجود میآید. این نقطه را که با رنگ قرمز نشان داده شده اصطلاحا” نقطه EUTECTIC مینامند.
بخاطر داشته باشید که معمولا در آلیاژها ترکیب مواد با اولویت در صد حاصل از مشخص شدن نقطه EUTECTIC تعیین میگردد. برای مثال در شکل (10) این نقطه برای ترکیب آلیاژ قلع و مس نشان داده شده است. بد نیست کمی به این شکل توجه کنید تا با آثار وجود مس و تاثیر آن در درجه حرارت ذوب بیشتر آشنا شوید
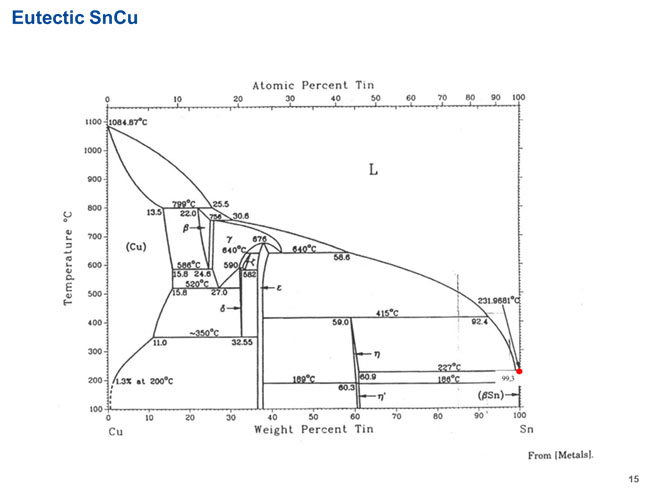
شکل 10
با توجه به اهمیت حفظ محیط زیست در دو دهه اخیر و تدوین استانداردهای زیست محیطی همچون ROHSI, ROHSII و WEEE که همگی منجر به تولید و استفاده از قلع بدون سرب در بخش عمده ای از این صنعت گشت. اگر چه انواع مختلف ترکیبی قلع بدون سرب هرگز جایگزین کاملی برای قلع سرب دار نشده وبا افزایش درجه حرارت و چسبندگی کمتر و قیمت بالاتر مشکلات عدیده ای را در این صنعت به وجود آورده، ولی با توجه به اهمیت حفظ محیط زیست صنایع مختلف با تغییر در ماشین آلات و پیچیده کردن پروسه تولید سعی بر رسیدن به بهترین تولید با حداقل هزینه را دارند. نکته مهم اینکه انتخاب نوع لحیم دیگر مثل قدیم یک انتخاب ساده بین دو یا سه محصول نیست و تعدد آلیاژهای تولیدی تا کنون به چند ده مورد منجر گردیده است. لذا امروزه داشتن دانش مورد نیاز در این زمینه و یا بهره مندی از مشاوره مناسب در این زمینه اجتناب ناپذیر میباشد.
در جدول ذیل تعداد معدودی از لحیم رایج در بازار ایران را با انواع ترکیب و درجه ذوب آنها مشاهده میفرمایید.
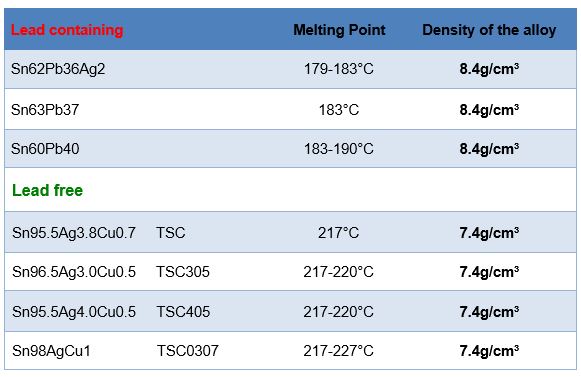
Extract of the available alloys from STANNOL.
لازم به ذکر است که شکل لحیم میتواند به صورت سیم در ضخامت های مختلف رایج در بازار از قطر 0.3 تا 3 میلیمتر، با روغن لحیم در داخل آن و یا بدون روغن لحیم تولید گردد. شکل دیگر آن به صورت شمش بوده که معمولا جهت خطوط تولید و یا قلع اندود کردن استفاده میشود.
در مقاله بعدی به خمیر لحیم ، انواع و مشخصات آنها خواهیم پرداخت.

