































































| مشخصات فنی: | |
| ابعاد: | 630x630x650 میلیمتر |
| ابعاد دینامیکی: | 1030x630X650 میلیمتر |
| ولتاژ تغذیه: | 230 ولت، 50/60 هرتز |
| فیوز: | T10 A |
| توان: | 2300 وات |
| گرم کن فوقانی: | 700 وات |
| گرم کن تحتانی: | بزرگ 1600 وات (260×260) میلیمتر
کوچک400 وات (120×120) میلیمتر |
| تغذیه کمپرسور هوا: | 400 تا 600 کیلو پاسکال؛ هوای فشرده خشک |
| تبدیل کمپرسور هوا: | وکیوم 60 کیلو پاسکال |
| کنترل درجه حرارت: | 50 تا 400 درجه سانتیگراد
دقت 10 درجه سانتیگراد |
| کنترل جریان هوا: | مصرف60 تا 100 لیتر بر دقیقه (4 بار) |
| وزن: | تقریبا 40 کیلوگرم |
| ویژگیها: |
| طراحی پیشرفته دستگاه WQB 4000 SOPS براساس سیستم ماژولار ساخته شده و مجهز به یک صفحه کشویی ، و پیشرفتهترین سیستمهای با ثبت انحصاری شرکت Weller بوده و مواد مصرفی و طراحی مناسب تضمین طول عمرو عملکرد مناسب آن میباشند. |
 |
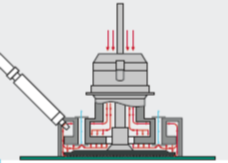
| گرمایش سطح فوقانی
نازل های هوای گرم با ثبت انحصاری شرکت Weller به همراه سیستم کنترل الکترونیک دیجیتال جهت نظارت و تنظیم میزان جریان هوا امکان تامین دقیق گرمای مورد نیاز بر روی قطعات را ایجاد مینماید. حسگر تعبیه شده بر روی نازل از گرمایش بیش از حد قطعات جلوگیری کرده و با تنظیم درجه حرارت سیستم گرمایش فوقانی بیشترین کنترل مورد نیاز برای فرایند را در اختیار کاربر قرار میدهد. |
 |
| گرمایش تحتانی
سریع و همگن صفحه گرمکن مجهز به دو منطقه گرمایشی با فنآوری مادون قرمز و قابلیت تنظیم درجه حرارت بوده که قادر به گرم کردن سریع ، بسیار دقیق و همگن در لایههای پائینی درجه حرارت میباشد. |
 |
| طراحی دستگاه جدید
WQB 4000SOPS بر اساس بهرهبردای ساده جهت بهترین نتیجه مطلوب انجام گرفته و این موضوع شامل نرمافزار پیشرفته و کاربرپسند با تمام جزئیات آن مانند ویژگی SoftStart میباشد |
 |
| فنآوری ارتباط مستقیم
دستگاه WQB 4000SOPS کاربران را قادر به استفاده از کامپیوترهای شخصی (PC) استاندارد از طریق پورت USB 2.0 مینماید به ترتیبی که وسایل و یا کارتهای ارتباطی دیگری برای این اتصال مورد نیاز نمیباشند. |
 |
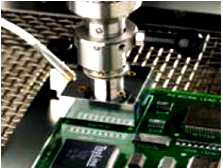
سیکل کاری WQB 4000SOPS
| 1- برداشتن قطعات (Desoldering) بوسیله پیشگرمایش بورد بمنظور جلوگیری از شوک حرارتی در یک فرایند با کنترل دقیق زمان و درجه حرارت انجام می پذیرد. سپس به منظور جلوگیری از صدمات ناشی از جابجائی قطعه ، قطعات آزاد شده بوسیله سیستم وکیوم برداشته می شود . |
 |
| ۲- پس از برداشت قطعه ، محل اتصال قطعه و لحیم باقیمانده روی برد بوسیله قلم قلع -کش ( شامل دستگاه نمی باشد ) یا سیم قلع کش با ابعاد مناسب از روی بورد برداشته وبا اسپری حلال سطح بورد را کاملا تمیز می نماید . |
 |
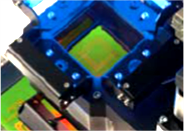
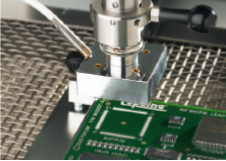
| 3- با استفاده از سیستم SOPS پس از تنظیم محل قرارگیری قطعه از طریق قلم وکیوم خود دستگاه ، قطعه با دقت فوق العاده بر روی محل خود قرار خواهد گرفت |
 |
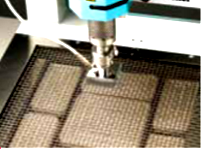
| 4 – فرایند لحیم کاری با استفاده از نازل های مناسب از طریق کنترل درجه حرارت و زمان قطعات مختلف BGA ، QFP، PLCC صورت می گیرد . |
 |
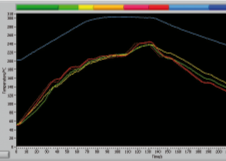
| 5- پروفایل های درجه حرارت مورد نیاز هر قطعه تا هشت مرحله مجزا از پیش گرمایش تا خنک کردن ، با دقت فوق العاده قابل برنامه ریزی و ذخیره در سیستم نرم افزار دستگاه می باشد |
 |





نقد و بررسیها
هنوز بررسیای ثبت نشده است.